全國咨(zī)詢熱線:


當(dāng)前位置:首頁(yè) > 産品中心 > > 數(shu)控龍門銑床(chuáng) > DHXK2805重型數控龍(long)XL司第1季免🚩费观看翻译🌈門銑床切削(xuē)镗銑 産品展(zhan)示

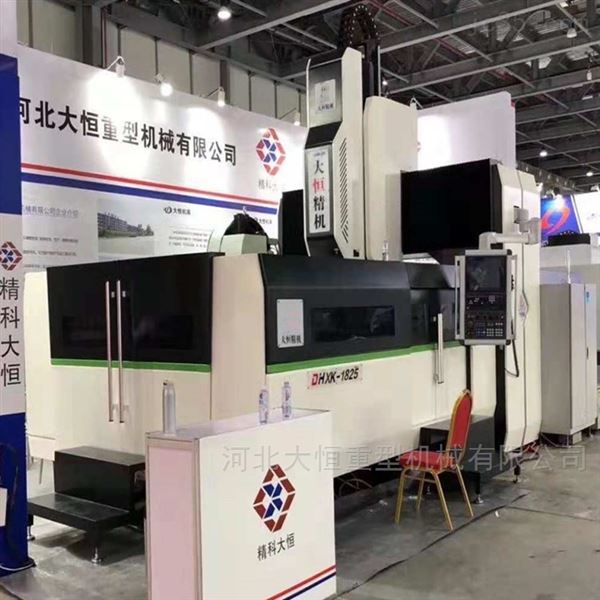

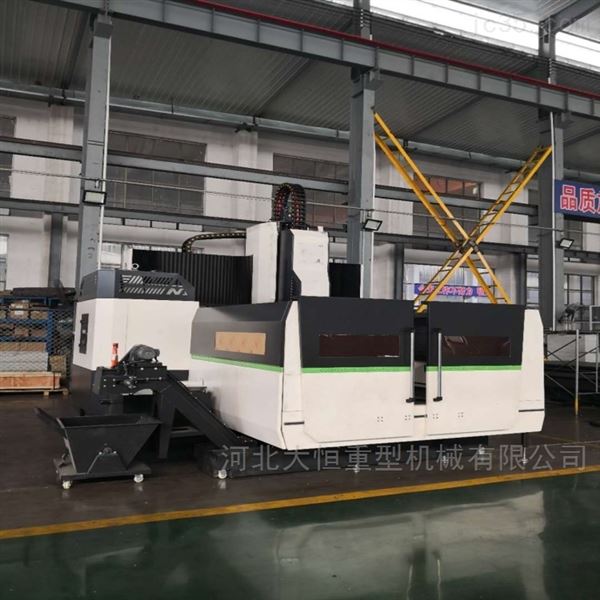

重型數控(kong)龍門銑床切(qie)削镗銑
型 号(hào)DHXK2805
所屬分類數(shù)控龍門銑床(chuang)
更新日(ri)期2025-12-06
産品描述(shu):DHXK2805重型數控龍(lóng)門銑床切削(xue)镗銑.此系列(liè)數控龍門銑(xǐ)床适用于模(mo)具等重切削(xue)行業。DHXK2805數控 龍(long)門銑床工作(zuò)台:5000*2300 龍門寬度(du):2800 三✔️軸行程:5200*3200*1000
産(chǎn)品概述
| 品牌(pai) | 杭州日丰传感器制造有限公司(5G网站) | 産地 | 國産 |
|---|---|---|---|
| 布(bu)局形式 | 其他(tā) | 機床大小 | 重(zhong)型 |
| 控制形式(shì) | 數控 | 自動化(huà)程度 | 自動 |
| 軸(zhóu)數 | 三軸 | 數控(kong)系統 | 可選配(pèi),西門子/SIEMENS,三菱(líng)/MITSUBISHI,發那科/FANUC,新代(dai)/SYNTEC |
| 界面語言 | 中(zhōng)文 | 加工材質(zhì) | 其他 |
| 加工用(yong)途 | 銑削,斜面(miàn),鑽孔,镗孔 | 工(gōng)作台尺寸(長(zhang)×寬) | 5000*2300mm |
| 主軸轉速(sù)範圍 | 6000r/min | 主電機(jī)功率 | 18.5kw |
| 機床自(zi)重 | 43000kg | 類型 | 定梁(liang)式 |
| 銷售區域(yu) | 全國 | 售後保(bǎo)修期 | 12個月 |
重(zhong)型數控龍門(mén)銑床切削镗(tang)銑
重型數控(kong)龍門銑床切(qiē)削镗銑DHXK2805廠家(jia)河北大恒簡(jian)介:

DHXK2805技術(shù)參數:
- (機(jī)床框架圖)
- X軸:工(gōng)作台沿固定(dìng)床身導軌縱(zong)向往複運動(dòng)。
導(dao)軌形式:兩5型滾(gǔn)柱直線導軌(guǐ)。
- Y軸(zhóu):銑頭溜闆沿(yan)橫梁導軌往(wang)複運動。
導軌(gui)形式:中(zhong)國台灣上銀(yin) 2
- Z
導軌形式:貼塑滑動(dòng)複合導軌。
5. 大(da)件:
機床(chuáng)大件包括床(chuáng)身、工作台、立(lì)柱、、橫梁、銑頭(tou)溜闆、銑🌂頭⭐滑(huá)枕、銑頭。
機床大件均采用樹(shù)脂砂造型、優(you)質鑄鐵件。大(da)件毛坯經熱(rè)時效處理粗(cu)🌈加🏃🏻工二次回(hui)火,以消除内(nèi)應力;粗加工(gong)後進行充分(fèn)的時效處🐆理(lǐ),以🏃♀️消除加工(gōng)殘餘應力;精(jīng)加工在數控(kòng)龍門👈镗銑床(chuáng)上采用自由(you)裝夾的方式(shì)進行輕切削(xue),使機床具有(you)良好的剛性(xing)和精度保持(chí)性。